एसएमडी घटकों की सतह पर लगाने के लिए सोल्डर पेस्ट। सोल्डर पेस्ट: घर पर बनाना
मिखाइल निज़निक, जनरल डायरेक्टर, मेट्टाट्रॉन ग्रुप एलएलसी
लेखक कोकी सोल्डर पेस्ट के साथ काम करने के व्यापक अनुभव के आधार पर, सोल्डरिंग पेस्ट के गुणों और व्यवहार के बारे में जानकारी का सारांश प्रस्तुत करता है। यह लेख सरफेस माउंटिंग लाइन पर काम कर रहे एक प्रौद्योगिकीविद् के लिए रुचिकर होगा।
सोल्डर पेस्ट के प्रकार
पेस्ट को फ्लक्स के प्रकार के अनुसार वर्गीकृत किया गया है (चित्र 1 देखें)।
"पानी में घुलनशील" सोल्डर पेस्ट (टांका लगाने के बाद फ्लक्स के अवशेष पानी में घुल जाते हैं), जिसे सक्रिय फ्लक्स की सामग्री के कारण अनिवार्य सफाई की आवश्यकता होती है (तालिका 1 देखें), इसे सामान्य, आसुत और विआयनीकृत पानी से क्रमिक रूप से धोया जाता है, और प्रत्येक चरण में जेट क्लीनिंग या अल्ट्रासाउंड का उपयोग किया जाता है। "पानी में घुलनशील" पेस्ट के लिए जिन्हें अनिवार्य सफाई की आवश्यकता नहीं होती है, प्रक्रिया आसुत जल तक सीमित है।
चावल। 1. सोल्डर पेस्ट का वर्गीकरण
| फ्लक्स गतिविधि (% हलोजन सामग्री) | रोसिन (आरओ) | सिंथेटिक राल (आरई) | जैविक जैविक (ओआर) | धोने की आवश्यकता |
|---|---|---|---|---|
| निम्न (0%) | ROL0 | REL0 | ORL0 | नहीं |
| कम (<0,5%) | ROL1 | आरईएल1 | ORL1 | नहीं |
| औसत (0%) | ROM0 | REM0 | ORM0 | अनुशंसित |
| औसत (0.5 – 2.0%) | ROM1 | REM1 | ORM1 | अनुशंसित |
| उच्च (0%) | ROH0 | REH0 | ORH0 | अनिवार्य रूप से |
| उच्च (>2.0%) | अनिवार्य रूप से |
जिन पेस्टों को विशेष तरल पदार्थों से साफ करने की आवश्यकता होती है, उनके मामले में स्थिति अलग होती है। संरचना में हैलोजन की उपस्थिति के बावजूद, ऐसे पेस्ट रोसिन फ्लक्स पर आधारित होते हैं, इसलिए, टांका लगाने के बाद उन्हें साफ करने के लिए, एचसीएफसी जैसे विलायक और एक सैपोनिफाइंग अभिकर्मक का उपयोग करने की सिफारिश की जाती है। फिर सफाई करने वाले तरल पदार्थों को आसुत और फिर विआयनीकृत पानी से धोया जाता है।
हालाँकि, कई हैलोजन-मुक्त सोल्डर पेस्ट को साफ करना मुश्किल होता है और बोर्ड की सतह पर एक सफेद फ्लक्स अवशेष छोड़ देते हैं। इस मामले में, तलछट के प्रतिरोध को धोने की क्षमता से अधिक महत्वपूर्ण माना जाता है।
अधिकांश बिना साफ-सुथरे सोल्डर पेस्ट उत्पादन से इस प्रक्रिया को समाप्त कर देते हैं। ऐसे पेस्ट के फ्लक्स सोल्डर जोड़ को वार्निश की तरह जंग से बचाते हैं। आइए उन पेस्टों पर ध्यान केंद्रित करें जिन्हें सफाई की आवश्यकता नहीं है: वे तकनीकी रूप से सबसे उन्नत हैं।

चावल। 2. सोल्डर पेस्ट की संरचना
यह अक्सर कहा जाता है कि बिना साफ किए पेस्ट को हलोजन मुक्त होना चाहिए। यह स्पष्ट रूप से समझा जाना चाहिए कि यदि पेस्ट के लिए दस्तावेज़ में कहा गया है कि "धोने की आवश्यकता है", तो इसे धोया जाना चाहिए, और यदि ऐसा कोई अंकन नहीं है, तो उत्पाद के लिए अतिरिक्त आवश्यकताओं के आधार पर समस्या का समाधान किया जाता है: उपस्थिति, वार्निश का अनुप्रयोग .
उदाहरण के लिए, जापान में, सोल्डरिंग के बाद सफाई के बिना प्रक्रियाओं में हलोजन युक्त पेस्ट (0.2%) हलोजन मुक्त पेस्ट की तुलना में अधिक लोकप्रिय हैं। हैलोजन युक्त सोल्डर पेस्ट तुलनात्मक रूप से अधिक तकनीकी रूप से उन्नत हैं, उदाहरण के लिए, सोल्डरबिलिटी के मामले में, लेकिन विश्वसनीयता के मामले में अक्सर हैलोजन मुक्त पेस्ट से कमतर होते हैं, जो तैयार इंस्टॉलेशन के इन्सुलेशन प्रतिरोध में कमी में प्रकट होता है। यह फ्लक्स अवशेषों की उच्च रासायनिक गतिविधि द्वारा समझाया गया है। इस प्रकार, ज्यादातर मामलों में सोल्डरबिलिटी और विश्वसनीयता परस्पर अनन्य कारक हैं।
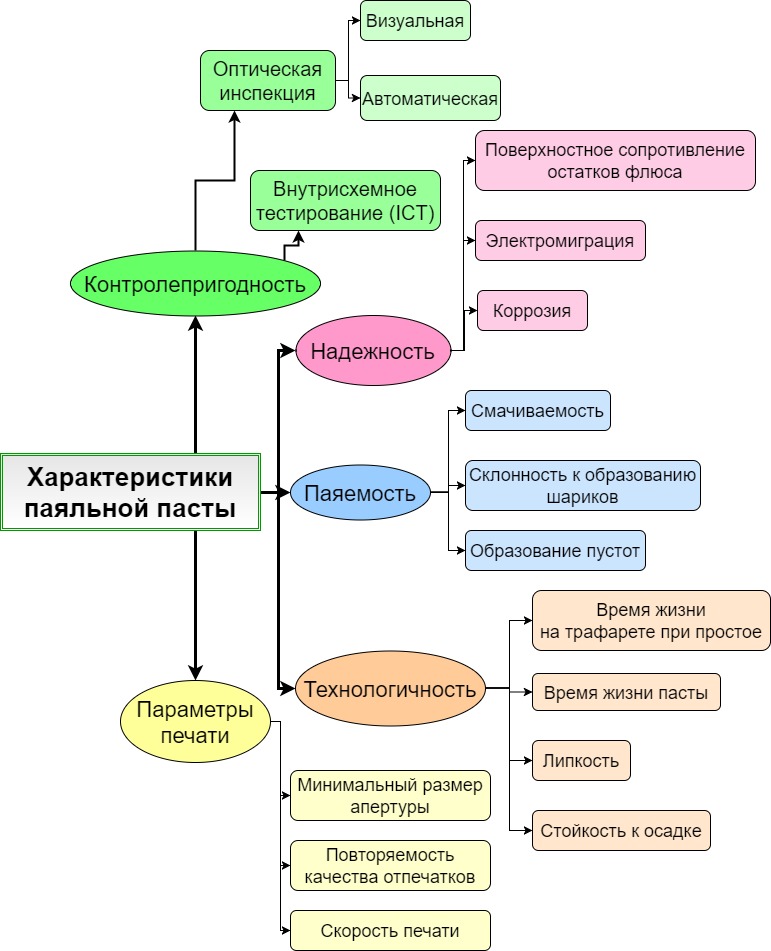
चावल। 3. सोल्डर पेस्ट का विकास या चयन करते समय मुख्य विशेषताओं को ध्यान में रखा जाता है
आदर्श रूप से, नो-क्लीन सोल्डरिंग के लिए आपको हैलोजन-मुक्त पेस्ट की आवश्यकता होती है, लेकिन हैलोजन युक्त पेस्ट की सोल्डरेबिलिटी के साथ।
कठिनाई हैलोजन-मुक्त, बिना-साफ पेस्ट की रासायनिक गतिविधि को बढ़ाने में है। इनमें से अधिकांश पेस्टों में, हैलोजन युक्त यौगिकों के बजाय कार्बनिक अम्लों को एक उत्प्रेरक के रूप में उपयोग किया जाता है, और एसिड का आणविक भार जितना कम होगा, सक्रियण क्षमता उतनी ही अधिक होगी। चूंकि कार्बनिक अम्लों का सक्रियण प्रभाव हैलोजन युक्त घटकों की तुलना में बहुत कमजोर होता है, इसलिए वे फ्लक्स प्रणाली में कुछ दर्जन अपेक्षाकृत सक्रिय कार्बनिक अम्लों को पेश करने का प्रयास करते हैं।
साथ ही, ऐसे अत्यधिक सक्रिय कार्बनिक अम्ल नमी को अवशोषित करते हैं। यह भयावह है: सब्सट्रेट की सतह पर फ्लक्स अवशेषों में शेष एसिड पानी के साथ बातचीत करते समय आयनित होता है, जो सतह के इन्सुलेशन प्रतिरोध को कम करता है और इलेक्ट्रोमाइग्रेशन की ओर जाता है।
सोल्डर पेस्ट में सक्रियण प्रणाली (यहां लेखक कोकी पेस्ट पर तकनीकी डेटा पर निर्भर करता है) कम हीड्रोस्कोपिक कार्बनिक एसिड और एक विशेष रूप से विकसित गैर-आयनिक एक्टिवेटर का उपयोग करता है। यह विशेष प्रणाली आयनों में विघटित नहीं होती है, इसके विद्युत गुण स्थिर होते हैं, और इसकी सक्रिय करने की क्षमता हैलोजन से कम नहीं होती है। उच्च सक्रियण तापमान के कारण, गैर-आयनिक उत्प्रेरक सावधानीपूर्वक चयनित कार्बनिक अम्लों के साथ संयोजन में पुनर्प्रवाह चरण में सक्रियण को लंबा बनाता है। परिणामस्वरूप, विश्वसनीयता से समझौता किए बिना सोल्डरेबिलिटी में सुधार होता है।
यहां लोकप्रिय प्रकार के पेस्ट के उदाहरण दिए गए हैं:
- उच्च गति मुद्रण के लिए सोल्डर पेस्ट;
- उच्च गीला करने की क्षमता वाला सोल्डर पेस्ट;
- स्वचालित इन-सर्किट परीक्षण के लिए सोल्डर पेस्ट;
- अत्यंत लंबे स्टैंसिल जीवन के साथ एक सार्वभौमिक पेस्ट।
| पिछले जीवन चक्र के चरण | नियंत्रित विशेषताएं |
|---|---|
| भंडारण | चिपचिपाहट और सोल्डरबिलिटी की स्थिरता |
| लेप लगाना | 0.5 मिमी की पिच के साथ बढ़िया प्रिंटिंग और 0.4 मिमी की पिच के साथ अल्ट्रा-फाइन। आवेदन के बाद जीवन काल. पेस्ट की फैलाव क्षमता. स्टेंसिल एपर्चर की दीवारों से पृथक्करण। मुद्रण गति (सामान्य - 100 मिमी/सेकेंड तक, उच्च गति - 200 मिमी/सेकेंड या अधिक)। थिक्सोट्रोपिक इंडेक्स (पिघलने की प्रक्रिया के दौरान चिपचिपाहट में परिवर्तन)। छिद्रों को भरने की पूर्णता. स्टेंसिल पर पेस्ट की फैलने की क्षमता (पेस्ट को स्क्वीजी के सामने एक घने रोलर का रूप देना चाहिए)। |
| घटकों की स्थापना | चिपचिपाहट. तलछट (फैलाव) के प्रति प्रतिरोध चिपकाएँ। |
| रीफ़्लो | जंपर्स का निर्माण (शॉर्ट सर्किट)। फ्लक्स अवशेषों में सोल्डर कणों की उपस्थिति। घटकों का मुड़ना और टूटना (समाधि देना)। वेटेबिलिटी (सोल्डर फ़िलेट का निर्माण)। |
| गुणवत्ता नियंत्रण | शेष प्रवाह को एओआई - स्वचालित ऑप्टिकल निरीक्षण का निर्बाध संचालन सुनिश्चित करना चाहिए। बाद के आईसीटी निरीक्षण के लिए इच्छित सोल्डर पेस्ट के लिए, फ्लक्स अवशेष प्लास्टिक होना चाहिए और जांच पर रहना चाहिए। |
| सफाई की गुणवत्ता | यदि फ्लक्स अवशेषों को हटाना आवश्यक है, तो इसे सफेद अवशेषों के बिना, पूरी तरह से साफ किया जाना चाहिए। |
सोल्डर पेस्ट की संरचना
सोल्डर पेस्ट में सोल्डर और फ्लक्स शामिल होते हैं (चित्र 2 देखें)। सोल्डर पेस्ट के लिए सोल्डर + फ्लक्स कॉम्प्लेक्स चुनते समय, चित्र में दिखाई गई विशेषताओं को ध्यान में रखें। 3.
सोल्डर पाउडर
सोल्डर पाउडर का उत्पादन करने के लिए गैस और केन्द्रापसारक परमाणुकरण विधियों का उपयोग किया जाता है। गैस परमाणुकरण विधि की विशेषताएं:
छोटे कण प्राप्त करना;
कणों की सतह पर ऑक्साइड फिल्म के निर्माण की प्रक्रिया को नियंत्रित करने में आसानी;
सोल्डर कणों के ऑक्सीकरण का निम्न स्तर।
परिणामी सोल्डर पाउडर कणों का आकार 1 से 100 माइक्रोन तक होता है। सोल्डर कणों का आकार वितरण और उनका व्यास सोल्डर फ़ीड गति, स्पिंडल गति और ऑक्सीजन सामग्री से प्रभावित होता है।

चावल। 4. गैस परमाणुकरण द्वारा सोल्डर पाउडर प्राप्त करना
पाउडर लगभग 5 मीटर ऊंचे और 3 मीटर व्यास वाले एक कंटेनर में प्राप्त किया जाता है, जो बहुत कम घनत्व वाले नाइट्रोजन और ऑक्सीजन से भरा होता है (चित्र 4 देखें)। सोल्डर सिल्लियों को टैंक के शीर्ष पर स्थित क्रूसिबल में पिघलाया जाता है। पिघला हुआ सोल्डर स्पिंडल पर टपकता है, जो तेज गति से घूमता है। जब सोल्डर की बूंदें स्पिंडल से टकराती हैं, तो सोल्डर जलाशय की दीवारों की ओर छिटक जाता है, जिससे सोल्डर गोलाकार हो जाता है और कणों के जलाशय की दीवार तक पहुंचने से पहले ही जम जाता है।

चावल। 5. सोल्डर कणों के ऑक्सीकरण की डिग्री उनके आकार पर निर्भर करती है
सोल्डर पाउडर फिर सॉर्टिंग स्क्रीन पर जाता है, जहां सोल्डर पाउडर की डबल सॉर्टिंग विधि का उपयोग करना सबसे अच्छा होता है। पहले चरण में, पाउडर को ब्लोअर से नाइट्रोजन की एक धारा द्वारा सॉर्ट किया जाता है। इस मामले में, आवश्यक आकार से छोटे आकार वाले कण समाप्त हो जाते हैं। फिर पाउडर एक छलनी में चला जाता है, जहां निर्दिष्ट मान से अधिक आकार वाले कण बरकरार रहते हैं।
20-38 माइक्रोन के कण आकार वाले सोल्डर पेस्ट का उपयोग 0.4 मिमी तक की स्टैंसिल एपर्चर पिच के साथ मुद्रित सर्किट बोर्डों को माउंट करने के लिए किया जाता है, और 20-50 माइक्रोन के कण आकार के साथ 0.5 मिमी की पिच के लिए किया जाता है।
पाउडर की गुणवत्ता दो कारकों से प्रभावित होती है।
कण आकार वितरण सोल्डर पेस्ट रियोलॉजी, मुद्रण क्षमता, प्रवाह, स्टैंसिल रिलीज व्यवहार और पेस्ट स्लम्प प्रदर्शन को प्रभावित करता है। स्टेंसिल एपर्चर का न्यूनतम आकार मुद्रित सर्किट बोर्ड पर पैड के न्यूनतम आकार पर निर्भर करता है, एपर्चर का अधिकतम आकार पैड के आकार से कम या उसके बराबर होता है। आवश्यक कण आकार का चयन इस आधार पर करें कि सोल्डर के कम से कम 5 कणों को स्टेंसिल के सबसे छोटे एपर्चर में फिट होने की गारंटी दी जानी चाहिए, जैसा कि चित्र में दिखाया गया है। 12.
फ्लक्स
सोल्डर पेस्ट का दूसरा घटक फ्लक्स है। सोल्डर पेस्ट में फ्लक्स की भूमिका वेव सोल्डरिंग, या चयनात्मक सोल्डरिंग के समान ही होती है। प्रवाह चाहिए:
ऑक्साइड फिल्म को हटा दें और सोल्डरिंग प्रक्रिया के दौरान पुनः ऑक्सीकरण को रोकें। पिघलने के दौरान उच्च तापमान पर धातु की सतहें तेजी से ऑक्सीकृत हो जाती हैं। इन तापमानों पर, फ्लक्स के ठोस घटक नरम हो जाते हैं और तरल अवस्था में बदल जाते हैं, जो सोल्डर सतहों को पुनः ऑक्सीकरण से ढक देते हैं और उनकी रक्षा करते हैं। फ्लक्स धातु को पुनर्स्थापित करता है और इलेक्ट्रॉनिक घटकों के संपर्कों की सतह, मुद्रित सर्किट बोर्ड की अंतिम कोटिंग और सोल्डर पाउडर की सतह से ऑक्साइड फिल्म को हटा देता है;
गंदगी हटाओ. हालाँकि, फ्लक्स बड़ी संख्या में पसीने और ग्रीस के निशानों का सामना नहीं कर पाएगा, इसलिए बोर्ड को दस्ताने के साथ संभालना बेहतर है;
मुद्रण और पुनः प्रवाह के लिए आवश्यक स्थिर पेस्ट चिपचिपापन सुनिश्चित करें।
मुख्य फ्लक्सिंग घटक और उनकी भूमिका तालिका 3 में दर्शाई गई है।
| समूह | पदार्थों | वे किससे प्रभावित हैं? | स्पष्टीकरण |
|---|---|---|---|
| सक्रियकर्ता | अमीन हाइड्रोक्लोराइड. कार्बनिक अम्ल, आदि। | सक्रिय करने की क्षमता (सोल्डरबिलिटी)। विश्वसनीयता (फ्लक्स अवशेषों की सतह प्रतिरोध, इलेक्ट्रोमाइग्रेशन और संक्षारण का स्तर)। शेल्फ जीवन। | यह ये घटक हैं जो मुख्य रूप से ऑक्साइड के प्रभावी निष्कासन को सुनिश्चित करते हैं। एक्टिवेटर न केवल लकड़ी के रेजिन को नरम और द्रवीकृत करते हैं, बल्कि वे धातु की सतह को भी गीला करते हैं और ऑक्साइड के साथ प्रतिक्रिया करते हैं। |
| राल | लकड़ी का रसिन. हाइड्रोजनीकृत रसिन. असंतुलित रसिन. पॉलिमराइजिंग रोसिन। रोसिन को फिनोल के साथ विकृत किया गया। रोसिन को ईथर से विकृत किया गया। | मुहर। सोल्डरबिलिटी। तलछट का प्रतिरोध. चिपचिपाहट. फ्लक्स अवशेषों का रंग. पता लगाने की क्षमता। | इस प्रकार के रोसिन प्रीहीटिंग चरण (नरम तापमान 80-130 डिग्री सेल्सियस) के दौरान नरम हो जाते हैं और सोल्डर कणों की सतह और सब्सट्रेट पर फैल जाते हैं। कोकी आमतौर पर प्राकृतिक लकड़ी के रसिन का उपयोग करता है। प्रसंस्करण के प्रकार के आधार पर, उनके अलग-अलग रंग (अक्सर पीले या पीले-नारंगी), सक्रिय करने की क्षमता और नरम करने का बिंदु होता है। तकनीकी गुणों (तलछट प्रतिरोध, चिपकने वालापन, आदि) को नियंत्रित करने के लिए, साथ ही अवशेषों के गुणों (इसका रंग, प्लास्टिसिटी, सर्किट टेस्टेबिलिटी सुनिश्चित करने की क्षमता) को नियंत्रित करने के लिए, फ्लक्स में आमतौर पर कम से कम 2-3 विभिन्न प्रकार के रोसिन शामिल होते हैं। |
| थिक्सोट्रोपिक सामग्री | मोम. जमाया हुआ अरंडी का तेल। एलिफैटिक एमाइड्स। | प्रिंट स्पष्टता. चिपचिपापन. थिक्सोट्रॉपी। तलछट का प्रतिरोध. गंध। धोने योग्य। | ये घटक बोर्ड पर घटकों की छपाई और स्थापना के दौरान आने वाले कतरनी तनावों के प्रति पेस्ट के प्रतिरोध को सुनिश्चित करने में मदद करते हैं, और सब्सट्रेट पर लागू होने के बाद पेस्ट की चिपचिपाहट को बहाल करते हैं। अतिरिक्त घटक स्टेंसिल से पेस्ट को आसानी से अलग करना सुनिश्चित करते हैं, जिससे प्रिंट गुणवत्ता में सुधार होता है। |
आइए अब प्रिंट गुणवत्ता को प्रभावित करने वाले कारकों पर विचार करें।

चावल। 6. मुद्रण गुणवत्ता को प्रभावित करने वाले कारक
प्रिंटर
इलेक्ट्रॉनिक्स उद्योग विकसित हो रहा है, और मुद्रित सर्किट बोर्ड पर घटकों का घनत्व बढ़ रहा है और घटकों का आकार घट रहा है। इस वजह से, सोल्डर पेस्ट की विशेषताओं और गुणवत्ता की आवश्यकताएं अधिक कठोर होती जा रही हैं।
उच्च-घनत्व पीसीबी असेंबली में एक महत्वपूर्ण कारक उपकरण और मुद्रण मापदंडों की पसंद, साथ ही सोल्डर पेस्ट की गुणवत्ता और विशेषताएं हैं। इसका मतलब यह है कि भले ही संभावित रूप से बहुत अच्छा सोल्डर पेस्ट चुना गया हो, परिणाम केवल प्रिंटर ऑपरेटिंग मापदंडों की गलत सेटिंग्स या स्क्वीजी के असफल चयन और स्टेंसिल बनाने की विधि के कारण निराशाजनक हो सकता है।
प्रिंट गुणवत्ता निर्धारित करने वाले कारक चित्र 6 में सूचीबद्ध हैं। आइए उन्हें अधिक विस्तार से देखें।
स्टेंसिल
स्टेंसिल बनाने की विधियाँ (चित्र 7 देखें):
रासायनिक नक़्क़ाशी;
लेजर काटना;
इलेक्ट्रोटाइप।
पहले, रासायनिक नक़्क़ाशी द्वारा प्राप्त स्टेंसिल का उपयोग उनकी सापेक्ष सस्तीता के कारण किया जाता था। हालाँकि, ऐसे स्टेंसिल के एपर्चर का आकार 0.5 मिमी से कम एपर्चर आकार के साथ उच्च-गुणवत्ता वाली प्रिंटिंग प्राप्त करने की अनुमति नहीं देता है।
लेजर कटिंग द्वारा बनाए गए स्टेंसिल में छोटे छिद्र होते हैं, लेकिन धातु के पिघलने से उत्पन्न ऑक्साइड छिद्र की दीवारों पर रहता है। अतिरिक्त प्रसंस्करण के बिना, ऐसे स्टेंसिल का उपयोग 0.4 मिमी से कम चौड़े एपर्चर के लिए या 0.25-0.3 मिमी के पैड व्यास वाले बीजीए पैकेज के लिए नहीं किया जा सकता है। स्टेंसिल को इलेक्ट्रोपॉलिश करके इस समस्या को आसानी से हल किया जा सकता है, जिससे एपर्चर की दीवारों से खुरदरापन दूर हो जाता है, जिससे 0.2 मिमी तक के एपर्चर आकार वाले ऐसे स्टेंसिल का उपयोग करना संभव हो जाता है।
तीसरी विधि - इलेक्ट्रोप्लेटिंग - 0.1 मिमी तक एपर्चर आकार वाले स्टेंसिल का उत्पादन करती है। इसका उपयोग बहुत ही कम किया जाता है, क्योंकि एपर्चर के इस आकार का व्यावहारिक रूप से उपयोग नहीं किया जाता है, और उत्पादन लागत अधिक होती है।
स्टेंसिल की मोटाई न्यूनतम आयामों और एपर्चर के बीच की पिच द्वारा निर्धारित की जाती है। स्टेंसिल जितना पतला होगा, मुद्रण परिणाम उतना ही बेहतर होगा, क्योंकि पतले स्टेंसिल सब्सट्रेट से छीलते समय पेस्ट में कम कतरनी तनाव पैदा करते हैं (चित्र 8 देखें)।


चावल। 8. टेम्प्लेट जितना पतला होगा, सब्सट्रेट से अलग होने पर पेस्ट उतना ही कम हिलेगा
स्टेंसिल खिंचाव, संरेखण सहनशीलता और सोल्डर पेस्ट के कम होने की भरपाई के लिए एपर्चर का आकार पीसीबी पर पैड से थोड़ा छोटा रखने की सलाह दी जाती है। QFP पैकेज (0.5 मिमी पिच) के लीड पैड के लिए एपर्चर का एक उदाहरण चित्र 9 में दिखाया गया है।


चावल। 11. गोल कोनों वाले छिद्रों में पेस्ट और छिद्रों की दीवारों के बीच आसंजन कम होता है

चावल। 12. स्टेंसिल के सबसे छोटे छेद में 4 से 5 सबसे बड़े सोल्डर बॉल फिट होने चाहिए
एपर्चर का ज्यामितीय आकार सोल्डर दोषों की संख्या को बहुत प्रभावित करता है। इसलिए, डिज़ाइन चरण और विनिर्माण चरण दोनों में, स्टेंसिल के उत्पादन को बहुत जिम्मेदारी से किया जाना चाहिए।
एपर्चर के आकार की गणना के नियम चित्र 10 में दर्शाए गए हैं। चित्र 11 से पता चलता है कि गोलाकार कोनों वाले एपर्चर का उपयोग करते समय, स्टैंसिल को सब्सट्रेट से अलग करते समय पेस्ट और एपर्चर की दीवारों के बीच आसंजन कम हो जाता है, जो विरूपण को कम करता है प्रिंट करें.
एपर्चर के न्यूनतम आकार के लिए, कम से कम 5 सबसे बड़े सोल्डर गेंदों को इसके छोटे हिस्से पर सबसे छोटे एपर्चर में फिट होना चाहिए (चित्र 12 देखें)।
squeegees
स्क्वीज़ रबर और धातु में आते हैं। रबर स्क्वीज को आकार के अनुसार चौकोर, सपाट और कृपाण में विभाजित किया गया है (चित्र 13 देखें)। यह कहना असंभव है कि कौन सा स्क्वीजी बेहतर है: पेस्ट की फैलाव क्षमता स्क्वीजी के कार्यशील कोण पर निर्भर करती है, और अच्छी स्प्रेडबिलिटी सोल्डर पेस्ट के साथ प्रत्येक एपर्चर के उचित भरने को सुनिश्चित करती है।
सेबर स्क्वीजी का कार्य कोण 70-80° है। चूंकि नीचे की ओर जाने वाला बल अपेक्षाकृत छोटा है, इसलिए यह स्क्वीजी कम चिपचिपाहट वाले पेस्ट के लिए अधिक उपयुक्त है।
एक वर्गाकार स्क्वीजी का कार्य कोण 45° होता है। यह सोल्डर पेस्ट पर उच्च दबाव डालता है, इसलिए इसका उपयोग उच्च-चिपचिपाहट वाले पेस्ट के लिए सबसे अच्छा होता है। यदि आप इस स्क्वीजी के साथ कम-चिपचिपाहट वाले पेस्ट के साथ काम करते हैं, तो पेस्ट स्टेंसिल के नीचे बह जाएगा (चित्र 14 देखें)।
एक फ्लैट स्क्वीजी का कार्य कोण 50-60° होता है। झुकाव के कोण को बदलकर, आप विभिन्न चिपचिपाहट के पेस्ट के साथ काम कर सकते हैं।
रबर स्क्वीज़ के साथ काम करते समय, आपको लगातार यह सुनिश्चित करना चाहिए कि काम करने वाला किनारा हमेशा तेज हो। जब किनारा घिस जाता है, तो आपको पेस्ट को फैलने से बचाने के लिए दबाव बढ़ाना पड़ता है। साथ ही, जिस दबाव के तहत छिद्र पेस्ट से भरे होते हैं वह भी बढ़ जाता है, जिससे सोल्डर कणों के बीच घर्षण बढ़ जाता है और छिद्र की दीवारों से पेस्ट के अलग होने पर प्रतिकूल प्रभाव पड़ता है।
रबर स्क्वीज़ के विपरीत, कठोर धातु स्क्वीज़ घिसते नहीं हैं, लंबे समय तक चलते हैं और छिद्रों से पेस्ट नहीं उठाते हैं।

भले ही आपको अपने जीवन में कभी भी चिप भागों से निपटना न पड़े, आपको यह समझने की आवश्यकता है कि सभी आधुनिक इलेक्ट्रॉनिक्स का 99% उनके आधार पर बनाया गया है। इसलिए, प्रत्येक स्वाभिमानी रेडियो शौकिया को कम से कम एसएमडी तकनीकी प्रक्रिया की सामान्य समझ होनी चाहिए।
पिछले पाठ में, हम पहले से ही तथाकथित एसएमडी घटकों (चिप घटकों) से परिचित हो चुके हैं। अब यह पता लगाने का समय आ गया है कि उन्हें कैसे स्थापित और सोल्डर किया जाए।
आप सबसे साधारण सोल्डर और एक पतली नोक वाले सोल्डरिंग आयरन का उपयोग करके एसएमडी भाग को सोल्डर कर सकते हैं। इस प्रक्रिया में तीन चरण होते हैं:
एक संपर्क पैड पर सोल्डर लगाएं;
- चिमटी का उपयोग करके, चिप घटक को वांछित स्थिति में स्थापित करें और, चिमटी के साथ भाग को पकड़कर, इसके एक टर्मिनल को गर्म करें। भाग स्थिर है, चिमटी को हटाया जा सकता है;
- घटक के दूसरे पिन को मिलाएं।
एसएमडी घटकों की मैन्युअल सोल्डरिंग
आप एसएमडी ट्रांजिस्टर और माइक्रो सर्किट को लगभग इसी तरह से सोल्डर कर सकते हैं।
लेकिन मैनुअल सोल्डरिंग एक बहुत लंबी और श्रमसाध्य प्रक्रिया है, इसलिए इसका उपयोग केवल रेडियो शौकीनों द्वारा एकल संरचनाएं बनाने के लिए किया जाता है। बड़े रेडियो कारखानों में वे हर चीज़ को स्वचालित करने का प्रयास कर रहे हैं। इसलिए, वहां कोई भी प्रत्येक भाग को टांका लगाने वाले लोहे से अलग से नहीं जोड़ता है, प्रक्रिया पूरी तरह से अलग है;
आप पहले से ही जानते हैं कि सोल्डर क्या है: लचीला टिन-लीड तार, जो सोल्डरिंग आयरन से गर्म करने पर पिघल जाता है, और ठंडा होने के बाद कठोर हो जाता है और विद्युत संपर्क प्रदान करते हुए रेडियो घटक के टर्मिनल को विश्वसनीय रूप से ठीक कर देता है। लेकिन सोल्डर न केवल टिन-लीड रॉड के रूप में हो सकता है। आप सोल्डर को पेस्ट के रूप में बना सकते हैं, जिसे सोल्डर पेस्ट कहा जाता है। पेस्ट में फ्लक्स और टिन के छोटे कण दोनों होते हैं। गर्म करने पर, पेस्ट पिघल जाता है, और ठंडा होने के बाद यह सख्त हो जाता है, जिससे विद्युत और यांत्रिक संपर्क होता है।
सभी संपर्क पैडों पर सोल्डर पेस्ट लगाया जाता है। प्रोटोटाइप और छोटे पैमाने के बैचों का उत्पादन करते समय, पेस्ट को मैन्युअल डिस्पेंसर का उपयोग करके लगाया जाता है: उदाहरण के लिए, एक सिरिंज के साथ, या यहां तक कि टूथपिक के साथ भी। लेकिन बड़े पैमाने पर उत्पादन में, एक अलग पेस्ट अनुप्रयोग तकनीक का उपयोग किया जाता है। सबसे पहले, एक स्टैंसिल बनाया जाता है: स्टेनलेस स्टील की एक पतली शीट, जिसमें छेद होते हैं जो मुद्रित सर्किट बोर्ड के संपर्क पैड से बिल्कुल मेल खाते हैं। स्टैंसिल को मुद्रित सर्किट बोर्ड के खिलाफ दबाया जाता है, शीर्ष पर सोल्डर पेस्ट की एक परत लगाई जाती है और एक विशेष स्पैटुला के साथ समतल किया जाता है। फिर स्टेंसिल को ऊपर उठाया जाता है, और इस प्रकार, कुछ ही सेकंड में, मुद्रित सर्किट बोर्ड के सभी संपर्कों पर सोल्डर पेस्ट लगाया जाता है।

संपर्क पैड पर सोल्डर पेस्ट के साथ मुद्रित सर्किट बोर्ड लगाया गया
अब आप बोर्ड पर घटक स्थापित कर सकते हैं. एसएमडी घटक को वांछित पैड पर सावधानीपूर्वक स्थापित किया जा सकता है। शौकिया रेडियो में, घटकों की स्थापना साधारण या वैक्यूम चिमटी का उपयोग करके मैन्युअल रूप से की जाती है, और बड़े उद्योगों में यह ऑपरेशन रोबोट द्वारा किया जाता है जो प्रति मिनट कई सौ भागों को स्थापित कर सकते हैं! इस तथ्य के कारण कि सोल्डर पेस्ट चिपचिपा होता है, घटक अपनी जगह पर स्थिर प्रतीत होता है, और यह बहुत सुविधाजनक है।
सभी एसएमडी घटकों को स्थापित करने के बाद, बोर्ड को सोल्डर किया जाता है। बोर्ड को एक विशेष ओवन में रखा जाता है, जहां यह कुछ ही मिनटों में लगभग 300C तक गर्म हो जाता है। सोल्डर पेस्ट पिघल जाता है और ठंडा होने के बाद घटकों के बीच यांत्रिक और विद्युत संपर्क प्रदान करता है। थर्मल झटके से बचने के लिए, थर्मल प्रोफाइल, यानी मुद्रित सर्किट बोर्ड की हीटिंग और शीतलन दर को समायोजित करना महत्वपूर्ण है। उद्योग में, विशेष मल्टी-ज़ोन भट्टियों का उपयोग किया जाता है, जिनमें से प्रत्येक कक्ष में एक कड़ाई से निर्दिष्ट तापमान बनाए रखा जाता है। मुद्रित सर्किट बोर्ड, कन्वेयर के साथ चलते हुए, भट्ठी के सभी क्षेत्रों से क्रमिक रूप से गुजरता है।

सोल्डरिंग ओवन: औद्योगिक (बाएं) और छोटे पैमाने पर सोल्डरिंग (दाएं)
छोटे पैमाने पर और पायलट उत्पादन में, कॉम्पैक्ट ओवन का उपयोग किया जाता है जिसमें बोर्ड एक-एक करके "बेक" किए जाते हैं। रेडियो के शौकीन कभी-कभी इन उद्देश्यों के लिए घरेलू ओवन को भी अनुकूलित करते हैं, या औद्योगिक हेयर ड्रायर का उपयोग करके मुद्रित सर्किट बोर्ड को गर्म हवा से गर्म करते हैं। बेशक, ऐसे कारीगर तरीकों से टांका लगाने की गुणवत्ता बहुत अस्थिर है, लेकिन शौकिया रेडियो डिजाइनों की विश्वसनीयता की आवश्यकताएं आमतौर पर अधिक नहीं होती हैं।
सोल्डरिंग पूरी होने के बाद, सोल्डर पेस्ट में मौजूद किसी भी शेष फ्लक्स को हटाने के लिए बोर्ड को धोया जाता है, सुखाया जाता है और जांचा जाता है। यदि डिज़ाइन में डीआईपी घटक हैं, तो उन्हें सबसे अंत में सोल्डर किया जाता है, और यहां तक कि बड़े रेडियो कारखानों में भी यह प्रक्रिया आमतौर पर मैन्युअल रूप से की जाती है। तथ्य यह है कि डीआईपी प्रक्रिया को स्वचालित करना बहुत कठिन और महंगा है, यही कारण है कि आधुनिक रेडियो इलेक्ट्रॉनिक्स मुख्य रूप से एसएमडी घटकों पर डिज़ाइन किए गए हैं।
एलईडी के लिए सोल्डर पेस्ट
अल्फा ल्यूमेट P52
कम तापमान वाला नो-क्लीन एलईडी सोल्डर पेस्ट
एलईडी के लिए पेस्ट की ल्यूमेट श्रृंखला से सोल्डरिंग पेस्ट P52, एलईडी सहित विशेष रूप से संवेदनशील घटकों को सोल्डर करने के लिए एक कम तापमान वाला पेस्ट है। इस सोल्डर पेस्ट के सीसा रहित मिश्र धातु का पिघलने बिंदु 140 डिग्री सेल्सियस से नीचे है, और पेस्ट 155-190 डिग्री सेल्सियस पर शिखर के साथ थर्मल प्रोफाइल के साथ उत्कृष्ट व्यवहार करता है। रिफ्लो के बाद, यह एक पारदर्शी, ठोस, रंगहीन अवशेष छोड़ता है और करता है सफाई की आवश्यकता नहीं है. अधिकतम सोल्डर जोड़ सटीकता और थर्मल साइक्लिंग के प्रतिरोध को सुनिश्चित करने के लिए टिन-बिस्मथ-सिल्वर मिश्र धातु को सटीक रूप से टेम्पर्ड किया जाता है।
|
ल्यूमेट P52 विशिष्टताएँ |
||
|
Sn42/Bi57.6/Ag0.4 |
||
|
गलनांक |
||
|
90%, चिपचिपाहट M21 |
||
|
आवेदन विधि |
स्टेंसिल के माध्यम से आवेदन के लिए |
|
|
चिपकाएँ प्रकार |
टाइप 3, कण 25-45 माइक्रोन |
|
|
लेख |
नाम |
मिश्र धातु |
पैकेट |
||
|
अनुरोध पर |
ल्यूमेट P52 M21 सोल्डर पेस्ट |
Sn42/Bi57.6/Ag0.4 |
|||
|
अनुरोध पर |
ल्यूमेट P52 M21 सोल्डर पेस्ट |
अल्फा ल्यूमेट P39
सीसा रहित नो-क्लीन एलईडी सोल्डर पेस्ट

पी39 उन मामलों में सीसा रहित तकनीक का उपयोग करके एसएमडी एलईडी लगाने के लिए उपयुक्त है जहां स्वचालित संपर्क परीक्षण (पिन परीक्षण) की आवश्यकता होती है। पेस्ट स्टैंसिल के माध्यम से अच्छी तरह से लागू होता है, स्टैंसिल पर लंबे समय तक रहता है, और उत्कृष्ट चिपकने वाला भी होता है, ताकि पेस्ट पर स्थापना के बाद घटक अच्छी तरह से पंक्तिबद्ध हो जाएं। सटीक रूप से अनुभवी मिश्र धातु पूरी तरह से जमा हो जाती है, सोल्डर रिक्तियां न्यूनतम होती हैं, और फ्लक्स अवशेष स्पष्ट और कठोर होता है, जो इस पेस्ट को एलईडी सोल्डरिंग के लिए आदर्श बनाता है।
|
ल्यूमेट पी39 विशिष्टताएँ |
||
|
Sn96.5/Ag3.0/Cu0.5 |
Sn98.5/Ag0.8/Cu0.7 |
|
|
गलनांक |
||
|
88.8%, चिपचिपाहट एम17 |
||
|
आवेदन विधि |
स्टेंसिल के माध्यम से आवेदन के लिए |
|
|
चिपकाएँ प्रकार |
प्रकार 4, 20-38 µm कण (या अनुरोध पर प्रकार 3, 25-45 µm कण) |
|
|
ROL0, हैलोजन सामग्री के बिना कम गतिविधि वाला रोसिन फ्लक्स |
||
|
लेख |
नाम |
मिश्र धातु |
पैकेट |
||
|
अनुरोध पर |
ल्यूमेट P39 M17 सोल्डर पेस्ट |
Sn98.5/Ag0.8/Cu0.7 |
|||
|
अनुरोध पर |
ल्यूमेट P39 M17 सोल्डर पेस्ट |
Sn96.5/Ag3.0/Cu0.5 |
अल्फा ल्यूमेट P33
सीसा-रहित, साफ़-सुथरा नहीं, बढ़िया पिच एसएमडी सोल्डर पेस्ट
ल्यूमेट पी33 एक सीसा रहित एसएमडी सोल्डर पेस्ट है जिसमें 0.008 मिमी 2 तक के छोटे एपर्चर हैं जो थर्मल प्रोफाइल की व्यापक रेंज का सामना कर सकते हैं और सीसा रहित सोल्डरिंग तकनीक में संक्रमण की सुविधा प्रदान कर सकते हैं। पुनः प्रवाहित होने के बाद, कनेक्शन एक सुखद स्वरूप प्राप्त कर लेते हैं, और अवांछित सोल्डर गेंदों का बिखराव न्यूनतम हो जाता है। ल्यूमेट पी33 सोल्डर पेस्ट को गतिविधि, संक्षारकता, रियोलॉजी, वॉयडिंग आदि के लिए सभी प्रमुख मानकों पर परीक्षण किया जाता है।
|
ल्यूमेट पी34 विशिष्टताएँ |
|
|
Sn96.5/Ag3.0/Cu0.5 |
|
|
गलनांक |
|
|
88.5%, चिपचिपाहट M13 या M04 |
|
|
आवेदन विधि |
स्टेंसिल या वायवीय डिस्पेंसर के माध्यम से आवेदन के लिए |
|
चिपकाएँ प्रकार |
टाइप 3, कण 25-45 माइक्रोन |
|
ROL0, हैलोजन सामग्री के बिना कम गतिविधि वाला रोसिन फ्लक्स |
|
|
लेख |
नाम |
मिश्र धातु |
पैकेट |
Sn96.5/Ag3.0/Cu0.5 |
सुरक्षा
यद्यपि अल्फा ® सामग्रियां जहरीली नहीं हैं, विशिष्ट टांका लगाने के तरीकों में उनका उपयोग धुआं और वाष्प के उत्सर्जन के साथ होगा, जो बेहद खतरनाक हैं और, जैसा कि SanPiN द्वारा आवश्यक है, इन पदार्थों को कार्य क्षेत्र से पर्याप्त रूप से हटाया जाना चाहिए, दोनों की सुरक्षा के लिए इंस्टॉलर के स्वास्थ्य और उसके आराम के लिए, धुआं निकालने वाले उपकरणों का उपयोग करें। इस मामले में, वायु निस्पंदन सिस्टम की आवश्यकता होती है जो न केवल हवा से गंध और धुएं को दूर कर सके, बल्कि यह भी सुनिश्चित करे कि हवा से अशुद्धियाँ और हानिकारक चीजें पूरी तरह से दूर हो जाएं। स्मोक एलिमिनेटर के सबसे प्रतिष्ठित निर्माताओं में से, बीओएफए इंटरनेशनल सबसे आगे है, जो इंस्टॉलर के काम की सुरक्षा और गुणवत्ता सुनिश्चित करने के लिए विभिन्न समाधान तैयार करता है। .
अन्य अल्फा® सोल्डर पेस्ट
अल्फा® के अन्य सोल्डर पेस्ट भी उपलब्ध हैं।
सोल्डर पेस्ट का चुनाव विशेष सावधानी से किया जाना चाहिए। बड़ी संख्या में मामलों में, सोल्डर पेस्ट को पैकेज से हटाने से पहले ही सतह माउंट दोष शुरू हो जाते हैं। तथ्य यह है कि निर्माता द्वारा विकसित सोल्डर पेस्ट की विशेषताएं (सेटिंग समय, स्टेंसिल पर जीवनकाल, रियोलॉजी) पेस्ट की उम्र बढ़ने के साथ नकारात्मक परिवर्तन से गुजर सकती हैं। सोल्डर पेस्ट विशेष रूप से गर्मी और आर्द्रता के प्रति संवेदनशील होते हैं, जिसके प्रभाव पेस्ट के गुणों और शेल्फ जीवन को महत्वपूर्ण रूप से प्रभावित कर सकते हैं। सोल्डर पेस्ट का कुछ प्रदूषण, जब सोल्डर पेस्ट की सतह पर थोड़ी मात्रा में फ्लक्स दिखाई देता है, सोल्डर पेस्ट के लिए सामान्य है। लेकिन अधिक गर्मी के संपर्क में आने के परिणामस्वरूप, पेस्ट का प्रदूषण तेजी से बढ़ जाता है, जिससे इसकी रियोलॉजी में बदलाव होता है और परिणामस्वरूप, अनुप्रयोग और पिघलने में दोष होता है। इस घटना का एक बाहरी संकेत पेस्ट की सतह पर जारी प्रवाह की एक महत्वपूर्ण मात्रा हो सकता है। परिवहन, भंडारण और उपयोग की शर्तों का पालन करके इन परिवर्तनों से बचा जा सकता है। अल्फा® एक विशेष योजना के अनुसार अपने सोल्डर पेस्ट की आपूर्ति करता है जो अपने उत्पादों की गुणवत्ता और विनिर्माण क्षमता को बनाए रखने के लिए सभी आवश्यकताओं को पूरा करता है। परिवहन के सिद्धांत सोल्डर पेस्ट पर पर्यावरण के नकारात्मक प्रभाव को कम करना और परिवहन समय को कम करना और थर्मल इन्सुलेटिंग पैकेजिंग का उपयोग करना है।
सोल्डर पेस्ट को रेफ्रिजरेटर में लगभग 4 डिग्री सेल्सियस के तापमान पर स्टोर करने की सिफारिश की जाती है, जो ज्यादातर मामलों में इसकी शेल्फ लाइफ को दोगुना कर देता है। यदि पेस्ट को रेफ्रिजरेटर में संग्रहीत करना असंभव है, तो अचानक परिवर्तन से बचने के लिए, उस कमरे में हवा के तापमान और आर्द्रता को नियंत्रित करना आवश्यक है जहां सोल्डर पेस्ट संग्रहीत है। हवा का तापमान 25 डिग्री सेल्सियस और आर्द्रता - 80% से अधिक नहीं होनी चाहिए। उपयोग के लिए सोल्डर पेस्ट तैयार करते समय, इसे रेफ्रिजरेटर से हटा दें और इसे प्राकृतिक रूप से कमरे के तापमान तक गर्म होने दें। पेस्ट की सील न खोलें और जार को तब तक खोलें जब तक कि पेस्ट पूरी तरह से गर्म न हो जाए, जिसमें औसतन 4-6 घंटे लगते हैं।
नमस्ते।
आज की समीक्षा मैकेनिक XG-50 (XG-500) सोल्डर पेस्ट को समर्पित होगी, जिसे मैंने eBay पर खरीदा था। मुझे लंबे समय से सोल्डरिंग पेस्ट खरीदने की इच्छा थी, लेकिन चूंकि मेरे टूल वर्गीकरण में सोल्डरिंग गन शामिल नहीं थी, इसलिए यह खरीदारी लगातार पृष्ठभूमि में धकेल दी गई थी। लेकिन जब मुझे एक बजट तकनीकी हेयर ड्रायर मिला, तो मैंने इसके साथ सोल्डर पेस्ट खरीदने का फैसला किया। चुनाव अनायास किया गया था, मुख्य रूप से विक्रेता के पृष्ठों के डेटा के आधार पर, और मैकेनिक XG-50 पेस्ट पर गिर गया।
पसंद की यादृच्छिकता के बावजूद, विक्रेता ने तुरंत काम किया और ऑर्डर दिए जाने वाले दिन पार्सल भेज दिया। इसके अलावा, इसके लिए एक ट्रैक प्रदान किया गया था, हालांकि पूरा नहीं - इसे केवल चीन के क्षेत्र के भीतर ही ट्रैक किया गया था। अगर किसी को इसमें दिलचस्पी है कि यह कैसा था, तो आंदोलन की जानकारी देखी जा सकती है।
ऑर्डर देने के लगभग एक महीने बाद, स्थानीय डाकघर ने मुझे एक छोटा लिफाफा दिया जिसके अंदर मेरे द्वारा ऑर्डर किया गया सोल्डर पेस्ट था। विक्रेता ने कमोबेश उच्च-गुणवत्ता वाली पैकेजिंग पर कंजूसी की; पेस्ट का जार बबल रैप में भी लपेटा नहीं गया था।
पेस्ट को सुंदर चमकदार छपाई के साथ प्लास्टिक जार में आपूर्ति की जाती है। ढक्कन पर शिलालेखों के अलावा, आप एक व्यक्ति की छवि वाला एक होलोग्राफिक स्टिकर देख सकते हैं, जो इस तथ्य की पुष्टि करता है कि पेस्ट असली है (सैद्धांतिक रूप से): 
शिलालेख "निर्यात के लिए" भी यहां दिखाई देता है, और ढक्कन को श्रिंक फिल्म का उपयोग करके जार में सुरक्षित रूप से लगाया जाता है।
यदि आप जार को पलट देते हैं, तो नीचे आप पेस्ट के निर्माण की तारीख और उसकी समाप्ति तिथि का पता लगा सकते हैं। सभी सोल्डर पेस्ट (समीक्षा वाले पेस्ट सहित) काफी जहरीले होते हैं, यही कारण है कि उन्हें खाद्य उपभोग क्षेत्रों से दूर उपयोग करने की सिफारिश की जाती है। यह भी दृढ़ता से अनुशंसा की जाती है कि काम के दौरान (यदि संभव हो) पेस्ट से निकलने वाले धुएं को अंदर न लें या श्वासयंत्र का उपयोग न करें। पेस्ट को ठंडी जगह पर संग्रहित किया जाना चाहिए, क्योंकि पेस्ट में मौजूद फ्लक्स समय के साथ सूख जाता है। इतनी कम शेल्फ लाइफ का यही कारण है। 
पूरे जार की परिधि के चारों ओर चीनी भाषा में कई अलग-अलग शिलालेखों वाला एक स्टिकर भी है। सबसे दिलचस्प और सबसे समझने योग्य इसकी विशेषताएं हैं:
उत्पाद: XG-50 (यदि यह निर्यात संस्करण नहीं होता, तो इसे XG-500 लिखा होता);
मिश्र धातु: Sn63/Pb37;
माइक्रोन: 25-45um. 
इन पदनामों से, पेस्ट की संरचना स्पष्ट हो जाती है - 63% टिन और 37% सीसा (सोल्डर), फ्लक्स के साथ मिश्रित (यह ज्ञात नहीं है कि किस प्रकार का) और विभिन्न योजक। कणों का आकार बहुत छोटा है, 25-45 माइक्रोन। ऐसे पेस्ट का गलनांक लगभग 180 डिग्री होता है। मुख्य उद्देश्य सोल्डरिंग के लिए छोटे (एसएमडी) तत्वों का उपयोग करना है।
सुरक्षात्मक हीट सिकुड़न को हटाने और ढक्कन को खोलने के बाद, हमें पन्नी और मोटे कागज से बनी सुरक्षा दिखाई देती है, जिसका उद्देश्य पेस्ट के रिसाव को रोकना है, साथ ही भंडारण के दौरान इसे सूखने से रोकना है। सुरक्षात्मक फिल्म को जार के प्लास्टिक में सुरक्षित रूप से सील कर दिया गया है और ढक्कन पर होलोग्राफिक स्टिकर के रूप में उसी आदमी की छवि से सजाया गया है। 
जब आप फिल्म को फाड़ते हैं, तो आप पेस्ट देख सकते हैं। 
जैसा कि आप देख सकते हैं, पेस्ट जार की मात्रा का 50% से भी कम घेरता है। यह भूरे रंग का और मध्यम मोटा दिखता है। लगाने पर यह फैलता नहीं है और अपना आकार बनाए रखता है। गर्म करने पर, ये विशेषताएं नाटकीय रूप से विपरीत दिशा में बदल जाती हैं, इसलिए इसे कम मात्रा में और बहुत सावधानी से लागू किया जाना चाहिए। 
पेस्ट के जार का वजन 36 ग्राम है. 
लॉट के नाम में आप पदनाम "42 ग्राम" देख सकते हैं और, ईमानदारी से कहूं तो, मैंने सोचा कि यह द्रव्यमान था। लेकिन चूँकि जार सुरक्षित रूप से सील किया गया था, मुझे नहीं लगता कि इसमें कोई कमी थी। सबसे अधिक संभावना है कि 36 ग्राम ही वास्तविक मूल्य है, और "42 ग्राम" क्या है यह मेरे लिए हमेशा एक रहस्य बना रहेगा। दुर्भाग्य से, विज्ञापन में वज़न का कोई संकेत नहीं है :(
जार या पेस्ट की उपस्थिति में और कुछ भी दिलचस्प नहीं है। इसका मतलब है कि आप इसके व्यावहारिक परीक्षणों की ओर आगे बढ़ सकते हैं। आरंभ करने के लिए, मैंने बस समय से पहले बंद हुए वायरलेस हेडफ़ोन से सर्किट बोर्ड पर कुछ पेस्ट लगाया। 
फिर, इस समीक्षा से हेअर ड्रायर का उपयोग करके, मैंने इसे वांछित तापमान तक गर्म किया। मैंने इसमें समय नहीं लगाया, लेकिन पेस्ट को भूरे द्रव्यमान से चमकदार गेंद में बदलने में लगभग 20-30 सेकंड लग गए। परिणाम: 
परिणाम बड़ा है: 
जैसा कि आप देख सकते हैं, यह बहुत अच्छा हुआ। सोल्डर एक चमकदार गेंद में बदल गया है। मैंने इसे खींचने की कोशिश की, लेकिन इसने हार नहीं मानी, यह सुरक्षित रूप से बोर्ड से जुड़ा हुआ था। यह पूरी प्रक्रिया तापमान माप के साथ थी। लेकिन मैं परिणाम के लिए 100% गारंटी नहीं दूंगा। चूँकि मैंने यह सब अकेले किया, इसलिए थर्मामीटर, सर्किट बोर्ड और हेयर ड्रायर को पकड़ना बहुत सुविधाजनक नहीं था। इसलिए मुझे तापमान की तस्वीर लेने में थोड़ी देर हो गई, साथ ही थर्मामीटर की नोक पेस्ट वाले क्षेत्र के किनारे पर स्थित थी। इसलिए 135.9 डिग्री का तापमान वास्तविक मान से थोड़ा कम है। पेस्ट अवस्था से ठोस बॉल अवस्था में सोल्डर के संक्रमण के दौरान, मेरी आंख के कोने से बाहर मैंने 145 डिग्री का मान देखा। तो मुझे लगता है कि वास्तविक गलनांक 160 डिग्री है। 
खैर, अब सबसे महत्वपूर्ण बात के बारे में। मैंने पार्किंग सेंसर को बहाल करने के लिए एक पेस्ट और एक हेयर ड्रायर दोनों खरीदा। उन्हें एक बीमारी है - पानी सीलेंट के नीचे चला जाता है, जो अंततः उन्हें निष्क्रिय कर देता है। खुला हुआ मृत सेंसर: 
निष्क्रियता का कारण बड़ा है: 
मृत एसएमडी तत्वों को प्रतिस्थापित करके उन्हें बहाल किया जाता है। लेकिन चूंकि वे सभी बहुत छोटे हैं, और आपको सेंसर के अंदर सोल्डर करना होगा (सेंसर के उभरे हुए किनारे रास्ते में आ जाते हैं), मैं इसे नियमित सोल्डरिंग आयरन और वायर सोल्डर के साथ नहीं कर सका :(
इसलिए, हम लापता तत्व को लागू करते हैं और पेस्ट को टांका लगाने वाले क्षेत्रों पर यथासंभव सावधानी से लगाते हैं (लेकिन सामान्य तौर पर पहले संपर्क पैड को चिकना करना और फिर टांका लगाने वाले तत्व को लगाना अधिक सही होता है): 
खैर, चलो इसे गर्म करना शुरू करें। परिणाम: 
बड़ा: 
इसके अलावा, हर चीज़ में अधिकतम एक मिनट का समय लगा :) लेकिन इससे पहले, मैंने नियमित सोल्डरिंग आयरन और सोल्डर का उपयोग करके, सेंसर से लड़ने में बहुत समय बिताया। लेकिन उस समय मेरे लिए कुछ भी काम नहीं आया.
यहां जो कुछ भी लिखा गया है उसे संक्षेप में कहने के लिए, मैं यह कहना चाहता हूं कि पास्ता ने मुझे प्रसन्न किया। छोटे तत्वों को टांका लगाने और दुर्गम स्थानों में काम करने के लिए इसका उपयोग करना सुविधाजनक है। मैं गुणवत्ता विशेषताओं से भी काफी संतुष्ट था। वैसे, बहाली के बाद, सेंसर को सीलेंट से भर दिया गया और प्रदर्शन के लिए परीक्षण किया गया - कोई समस्या नहीं, सब कुछ उसी तरह काम किया जैसा उसे करना चाहिए। इसलिए यदि कोई ऐसी ही चीजों का उपयोग करता है, तो मैकेनिक XG-50 (XG-500) को विश्वास के साथ लिया जा सकता है - यह अपने कार्यों को अच्छी तरह से करता है। पेस्ट की कम लागत और कम खपत को ध्यान में रखते हुए, एक जार निश्चित रूप से एक वर्ष तक चलेगा, और फिर भी इसे बदलने की जरूरत है, क्योंकि... सूख जायेगा :)
शायद बस इतना ही. आपके ध्यान और आपके समय के लिए धन्यवाद।
मैं +59 खरीदने की योजना बना रहा हूं पसंदीदा में जोड़े मुझे समीक्षा पसंद आयी +54 +98आधुनिक इलेक्ट्रॉनिक सर्किट बोर्डों के उत्पादन में, जो कई उपकरणों (मोबाइल फोन से लेकर जीपीएस उपग्रहों तक) का आधार हैं, सतह माउंटिंग तकनीक (एसएमटी, अंग्रेजी से - सर्फेस माउंट टेक्नोलॉजी) का उपयोग किया जाता है।
एसएमडी माउंटिंग के लिए सोल्डर पेस्ट एक चिपचिपा पदार्थ है जो बाइंडर और अन्य घटकों के साथ सोल्डर पाउडर और फ्लक्स पर आधारित होता है। औद्योगिक उत्पादन में, पेस्ट को एक विशेष डिस्पेंसर का उपयोग करके या स्क्रीन प्रिंटिंग द्वारा लगाया जाता है। इसके बाद, निश्चित इलेक्ट्रॉनिक घटकों वाले बोर्ड को एक विशेष संवहन ओवन में भेजा जाता है। घर पर, सोल्डर पेस्ट के अलावा, एसएमडी स्थापना के लिए एक इन्फ्रारेड सोल्डरिंग आयरन या हॉट एयर स्टेशन का उपयोग किया जाता है। पदार्थ स्वयं उपलब्ध उपकरणों (उदाहरण के लिए, एक चिकित्सा सिरिंज) का उपयोग करके लगाया जाता है।
सोल्डर पेस्ट मेटाक्स ब्लैंक्स ओवरेस (फ्रांस)
TOPTREIDCO कंपनी प्रसिद्ध यूरोपीय निर्माता MBO (मेटाक्स ब्लैंक्स ओवरेस) से उच्च गुणवत्ता वाले सोल्डर पेस्ट, सोल्डर और फ्लक्स बेचती है। इसी तरह के उत्पादों की शेल्फ लाइफ लंबी नहीं होती है, लेकिन फ्रांसीसी ब्रांड के उत्पाद 12 महीने तक अपनी संपत्ति नहीं खोते हैं, जो बाजार पर एक अनूठी पेशकश का प्रतिनिधित्व करता है।
एसएमडी माउंटिंग के लिए सामग्री यूरोपीय मानक आईएसओ 9001/2000 के अनुपालन में निर्मित की जाती है। निम्नलिखित प्रकार के एमबीओ सोल्डर पेस्ट को अलग करने की प्रथा है:
- नेतृत्व करना;
- सीसा मुक्त;
- हल्का तापमान;
- उच्च तापमान;
- खुराक के लिए.
यदि आप TOPTREIDCO से बोर्डों पर इलेक्ट्रॉनिक घटकों की सतह पर माउंटिंग के लिए MBO (मेटाक्स ब्लैंक्स ओवरेस) सोल्डर पेस्ट खरीदने का निर्णय लेते हैं, तो आप प्राप्त सोल्डर जोड़ों की उच्च गुणवत्ता के बारे में सुनिश्चित हो सकते हैं। हमारे ग्राहक एसएमडी स्थापना के लिए उपकरणों के रखरखाव, निदान और मरम्मत सहित सेवाओं की एक विस्तृत श्रृंखला का लाभ उठा सकते हैं।
मुख्य सोल्डर मिश्र धातुएँ:
| ब्रांड | अनुमानित रचना, % | टी पिघल, 0 सी | ताकत, किग्रा/मिमी | आवेदन |
| पीओएस-18 | टिन (18%), सुरमा (2.5%), सीसा (79.5%) | 277 | 2,8 | कम ताकत की आवश्यकताओं के साथ टांका लगाने के लिए सीवन, साथ ही टांका लगाने से पहले टिनिंग के लिए |
| पीओएस - 30 | टिन (30%), सीसा (60%) | 256 | 3,3 | तांबे, तांबे की मिश्रधातुओं और स्टील से बने भागों की टिनिंग और सोल्डरिंग के लिए |
| पीओएस - 40 | टिन (40%), सुरमा (2%), सीसा (58%) | 235 | 3,2 | विद्युत उपकरणों में टांका लगाने तथा उससे बने भागों में टांका लगाने के लिए कलई चढ़ा इस्पात |
| पीओएस-46 | टिन (4%), सुरमा (6%), सीसा (बाकी सब कुछ) | 265 | 5,8 | डिप सोल्डरिंग के लिए |
| पीओएस-50 | टिन (50%), सुरमा (0.8%), सीसा (49.2%) | 222 | 3,6 | सोल्डरिंग महत्वपूर्ण भागों के लिए, जब से अधिक अत्याधिक गर्मी |
| पीओएस-60 | टिन (60%), सुरमा (0.8%), सीसा (39.2%) | 190 | 4,1 | टांका लगाने के लिए अत्यधिक महत्वपूर्ण कनेक्शन, सहित रेडियो इंजीनियरिंग सहित |
| पीओएस-61 | टिन (40%), सीसा (60%) | 190 | 4,3 | उन उपकरणों में टिनिंग और सोल्डरिंग के लिए जहां ओवरहीटिंग अस्वीकार्य है |
| पीओएस-61एम | टिन (60%), तांबा (1-2%), सीसा (38-39%) | 192 | 4,5 | टिनिंग और सोल्डरिंग के लिए पतले तांबे के इलेक्ट्रिक सोल्डरिंग आयरन तार, मुद्रित कंडक्टर और पन्नी |
| पीओएस-90 | टिन (90%), सीसा (10%) | 222 | 4,9 | भोजन के बर्तनों और चिकित्सा उपकरणों को टांका लगाने के लिए, भागों या संयोजनों के बाद सिल्वरिंग या गिल्डिंग की जाती है |
| POSK50-18 | टिन (50%), कैडमियम (018%), सीसा (31%) | 145 | 6,7 | ताप-संवेदनशील भागों को टांका लगाने के लिए |
| POSSr-15 | टिन (15%), जस्ता (0.6%), सीसा (83%), चाँदी (1.25%) | 276 | 8,1 | जस्ता और गैल्वेनाइज्ड स्टील भागों को सोल्डर करने के लिए |
वेबसाइट पर मौजूद फॉर्म के माध्यम से अपने ऑर्डर भेजें या प्रबंधकों को सीधे कॉल करें।






