Паяльная паста своими руками. Паяльные пасты: преимущества, разновидности, особенности использования Лучшая паяльная паста
Даже если тебе никогда в жизни не придётся самостоятельно иметь дело с чип-деталями, надо понимать, что 99% всей современной электроники создаётся именно на их основе. Поэтому каждый уважающий себя радиолюбитель должен хотя бы в общих чертах представлять SMD-техпроцесс.
В предыдущем уроке мы уже познакомились с так называемыми SMD-компонентами (чип-компонентами). Сейчас же пришло время узнать, как осуществляется их монтаж и пайка.
Можно припаять SMD-деталь и с помощью самого обычного припоя и паяльника с тонким жалом. Процесс состоит из трёх шагов:
Наносим припой на одну контактную площадку;
- с помощью пинцета устанавливаем чип-компонент на нужную позицию и, удерживая деталь пинцетом, прогреваем один из его выводов. Деталь зафиксирована, пинцет можно убрать;
- припаиваем второй вывод компонента.
Ручная пайка SMD-компонентов
Примерно таким же образом можно паять SMD-транзисторы и микросхемы.
Но ручная пайка – это очень долгий и кропотливый процесс, поэтому применяется только радиолюбителями для создания единичных конструкций. На крупных радиозаводах всё стараются автоматизировать. Поэтому там никто не паяет каждую деталь по отдельности паяльником, процесс совершенно другой.
Ты уже знаешь, что такое припой: гибкая оловянно-свинцовая проволока, которая при нагреве паяльником расплавляется, а после остывания застывает и надёжно фиксирует вывод радиодетали, обеспечивая при этом электрический контакт. Но припой может быть не только в виде оловянно-свинцового прутка. Можно создать припой в виде пасты, которая так и называется – паяльная паста. Паста содержит в своём составе и флюс, и мельчайшие частички олова. При нагреве паста расплавляется, а после остывания застывает, обеспечивая электрический и механический контакт.
Паяльная паста наносится на все контактные площадки. При производстве опытных образцов и мелкосерийных партий пасту наносят с помощью ручных дозаторов: шприцом, например, или даже зубочисткой. Но при крупносерийном производстве используется другая технология нанесения пасты. Сначала изготавливается трафарет: тонкий лист из нержавеющей стали, в котором имеются отверстия, точно совпадающие с контактными площадками печатной платы. Трафарет прижимается к печатной плате, сверху наносится слой паяльной пасты и разравнивается специальным шпателем. Затем трафарет поднимается, и таким образом буквально за пару секунд паяльная паста оказывается нанесённой на все контакты печатной платы.

Печатная плата с нанесённой на контактные площадки паяльной пастой
Теперь на плату можно устанавливать компоненты. SMD-компонент можно аккуратно установить на нужные контактные площадки. В радиолюбительстве установку компонентов производят вручную с помощью обычного или вакуумного пинцета, а на крупных производствах эту операцию выполняют роботы, которые могут установить до нескольких сотен деталей в минуту! Благодаря тому, что паяльная паста вязкая, компонент как бы фиксируется на своём месте, и это очень удобно.
После установки всех SMD-компонентов происходит пайка платы. Плата помещается в специальную печь, где за несколько минут нагревается примерно до 300С. Паяльная паста расплавляется, а после остывания обеспечивает механический и электрический контакт компонентов. Для того, чтобы избежать термоударов, важно настроить термопрофиль, то есть скорость нагрева и охлаждения печатной платы. В промышленности используются специальные многозонные печи, в каждой камере которых поддерживается строго заданная температура. Печатная плата, двигаясь по конвейеру, последовательно проходит все зоны печи.

Паяльные печи: промышленная (слева) и для мелкосерийной пайки (справа)
В мелкосерийном и опытном производстве используются компактные печки, в которых платы «запекаются» по одной. Радиолюбители и вовсе иногда приспосабливают для этих целей бытовые духовые шкафы, или нагревают печатную плату горячим воздухом с помощью промышленного фена. Конечно, качество пайки при таких кустарных методах очень нестабильно, но и требования к надёжности радиолюбительских конструкций обычно не высокие.
После окончания пайки плату промывают от остатков флюса, входящего в состав паяльной пасты, сушат и проверяют. Если в конструкции имеются DIP-компоненты, их припаивают в последнюю очередь, и даже на крупных радиозаводах этот процесс производится, как правило, вручную. Дело в том, что автоматизировать DIP-процесс очень сложно и дорого, именно поэтому современная радиоэлектроника в основном проектируется на SMD-компонентах.
Всем привет.
Сегодняшний обзор будет посвящен паяльной пасте MECHANIC XG-50 (XG-500), приобретенной мною на просторах eBay. Желание обзавестись пастой для пайки было у меня давно, но поскольку в ассортименте моего инструмента не было и паяльного фена, то эта покупка постоянно отодвигалась на задний план. Но после того, как я наткнулся на бюджетный технический фен, было принято решение о приобретении совместно с ним и паяльной пасты. Выбор был сделан спонтанно, в основном опираясь на данные со страничек продавца, и пал на пасту MECHANIC XG-50.
Несмотря на случайность выбора, продавец сработал оперативно и отправил посылку в день совершения заказа. К тому же на нее был предоставлен трек, правда, не полноценный - отслеживался он только по территории Китая. Если кому-то интересно как это было, то информацию по перемещению можно посмотреть .
Спустя примерно месяц после совершения заказа, в местном почтовом отделении мне выдали небольшой конвертик внутри которого и находилась заказанная мною паяльная паста. На более-менее качественную упаковку продавец поскупился, баночка с пастой не была обмотана даже пупыркой.
Поставляется паста в пластиковой баночке с красивой яркой полиграфией. Помимо надписей на крышечке можно увидеть голографическую наклейку с изображением какого-то мужика, подтверждающую тот факт, что паста подлинная (теоретически): 
Здесь же красуется надпись «For export», а сама крышечка надежно зафиксирована на баночке при помощи термоусадочной пленки.
Если перевернуть баночку, то на нее дне можно узнать дату изготовления пасты и ее срок годности. Все паяльные пасты (в том числе и обозреваемая) довольно токсичны из-за чего рекомендуется использовать их вдали от мест приема пищи. Так же настоятельно рекомендуется не вдыхать испарения от пасты во время проведения работ (по возможности) или использовать респираторы. Хранить пасту следует в прохладном месте, так как с течением времени флюс, входящий в состав пасты, высыхает. Именно этим моментом и обусловлен столь короткий срок годности.
По окружности всей баночки так же наклеена наклейка с множеством разнообразных надписей на китайском языке. Из самого интересного и наиболее понятного - ее характеристики:
Product: XG-50 (будь это не экспортный вариант, было бы написано XG-500);
Alloy: Sn63/Pb37;
Microns: 25-45um.
Из этих обозначений становится понятен состав пасты - 63% олова и 37% cвинца (припой), смешанные с флюсом (неизвестно каким) и различными добавками. Размеры частиц очень мелкие 25-45 микрон. Температура плавления такой пасты находится около значения в 180 градусов. Основное предназначение - использование для пайки мелких (SMD) элементов.
Удалив защитную термоусадку и свинтив крышку, видим защиту из фольги и плотной бумаги, значение которой - предотвращение протечки пасты, а так же недопущение его засыхания во время хранения. Защитная пленка надежна впаяна в пластик банки и украшена изображением того самого мужика, что и голографическая наклейка на крышечке.
Оторвав пленку, можно увидеть пасту. 
Как видно, паста занимает меньше 50% объема баночки. С виду она сера, в меру густая. При нанесении не растекается, держит форму. При нагреве эти характеристики кардинально меняются в противоположную сторону, так что наносить ее следует в небольших количествах и очень аккуратно.
Вес баночки с пастой - 36 грамм. 
В названии лота можно увидеть обозначение «42g» и, если честно, я думал, что это и есть масса. Но поскольку баночка была надежно запечатана, то не думаю, что имел место недолив. Скорее всего 36 грамм - реальное значение, а что такое «42g» останется для меня загадкой навсегда. К сожалению, в самом объявлении указания на массу нет:(
Больше ничего интересного во внешнем виде как баночки, так и самой пасты нет. А значит можно переходить к ее практическим испытаниям. Для начала я просто нанес немного пасты на плату от преждевременно скончавшихся беспроводных наушников.
Потом, воспользовавшись феном вот из этого обзора, разогрел ее до нужной температуры. Время не засекал, но на вскидку на то, чтобы паста из серой массы превратилась в блестящий шарик ушло секунд 20-30. Результат:
Результат более крупно:
Как видно, получилось очень даже неплохо. Припой «скрутился» в блестящий шарик. Попробовал его сковырнуть - не поддался, закрепился на плате надежно. Весь этот процесс сопровождался замером температуры. Но за результат гарантии 100% не дам. Поскольку все это делал в одиночку, то не очень удобно было держать термометр, плату и фен. Так что с фотографией температуры немного припоздал, плюс к этому жало термометра находилось сбоку от участка с пастой. Поэтому температура в 135,9 градусов немного ниже реального значения. Во время переходы припоя из состояния пасты в состояние твердого шарика, краем глаза заметил значение в 145 градусов. Так что реальная температура плавления, думаю, градусов 160.
Ну а теперь о самом главном. Я покупал как пасту, так и фен для восстановления датчиков парктроника. У них болезнь - под герметик попадает вода, что со временем выводит их из строя. Вскрытый мертвый датчик:
Причина неработоспособности более крупно:
Восстанавливаются они заменой умерших SMD элементов. Но поскольку все они очень мелкие, да и паять приходится внутри датчика (выступающие бока датчика мешают), то сделать это при помощи обычного паяльника и проволочного припоя у меня никак не получалось:(
Итак, прикладываем отсутствующий элемент и максимально аккуратно намазываем пастой места пайки (но вообще более правильно - сперва намазывать контактные площадки и затем уже прикладывать припаиваемый элемент):
Ну и начинаем греть. Результат:
Более крупно:
Причем на все ушла максимум минута:) А ведь до этого я массу времени потратил воюя с датчиком, используя обычный паяльник и припой. Но так у меня ничего в тот раз и не вышло.
Подводя итог всему, что тут было написано, хочу сказать, что паста меня порадовала. Ее удобно использовать для пайки мелких элементов и для проведения работ в труднодоступных местах. Качественные характеристики меня так же вполне устроили. К слову, датчик после восстановления был залит герметиком и протестирован на работоспособность - никаких проблем, все заработало как надо. Так что если кто-то пользуется подобными вещами, то MECHANIC XG-50 (XG-500) можно брать смело - со своими функциями она справляется неплохо. С учетом небольшой стоимости и малым расходом пасты, баночки на год хватит точно, а потом ее все-равно надо менять, т.к. засохнет:)
НА этом, пожалуй, все. Спасибо за внимание и потраченное время.
Планирую купить +59 Добавить в избранное Обзор понравился +54 +98Михаил Нижник , генеральный директор, ООО «Группа МЕТТАТРОН»
Автор обобщает сведения о свойствах и поведении паст при пайке, опираясь на обширный опыт работы с паяльными пастами фирмы «KOKI» . Статья будет интересна технологу, работающему на линии поверхностного монтажа.
ВИДЫ ПАЯЛЬНЫХ ПАСТ
Пасты классифицируются по типу флюсов (см. рис. 1).
"Водорастворимую" паяльную пасту (остатки флюса после пайки растворяются водой), требующую обязательной отмывки из-за содержания активного флюса (см. таблицу 1), отмывают последовательно обычной, дистиллированной и деионизированной водой, причем на каждом этапе применяют струйную отмывку или ультразвук. Для "водорастворимых" паст, не требующих обязательной отмывки, процесс ограничивается дистиллированной водой.
Рис. 1. Классификация паяльных паст
| Активность флюса (% содержание галогенов) | Канифольные Rosin (RO) | Синтетические Resin (RE) | Органические Organic (OR) | Необходимость отмывки |
|---|---|---|---|---|
| Низкая (0%) | ROL0 | REL0 | ORL0 | Нет |
| Низкая (<0,5%) | ROL1 | REL1 | ORL1 | Нет |
| Средняя (0%) | ROM0 | REM0 | ORM0 | Рекомендуется |
| Средняя (0,5 – 2,0%) | ROM1 | REM1 | ORM1 | Рекомендуется |
| Высокая (0%) | ROH0 | REH0 | ORH0 | Обязательно |
| Высокая (>2,0%) | Обязательно |
С пастами, требующими отмывки специальными жидкостями, ситуация иная. Вне зависимости от наличия в составе галогенов, такие пасты основаны на канифольных флюсах, поэтому для их отмывки после пайки рекомендуется применять растворитель типа HCFC и омыляющий реагент. Потом отмывочные жидкости, в свою очередь, отмываются дистиллированной, а затем деионизированной водой.
Вместе с тем, многие паяльные пасты, не содержащие галогенов, отмываются трудно и оставляют на поверхности плат белесый остаток флюса. При этом стойкость к осадке считается важнее отмываемости.
Большинство паяльных паст, не требующих отмывки, освобождают производство от этого технологического процесса. Флюсы таких паст защищают паяное соединение от коррозии подобно лаку. Сосредоточимся на пастах, не требующих отмывки: они наиболее технологичны.

Рис. 2. Состав паяльных паст
Часто говорят: безотмывочные пасты не должны содержать галогенов. Надо четко уяснить, что если в документации на пасту указано «Требует отмывки», то мыть надо обязательно, а если такой маркировки нет, то вопрос решается исходя из дополнительных требований к изделию: внешний вид, нанесение лака.
В Японии, например, галогенсодержащие пасты (0,2%) в процессах без отмывки после пайки гораздо популярнее безгалогенных. Галогенсодержащие паяльные пасты сравнительно более технологичны, например, по паяемости, но часто уступают безгалогенным пастам по надежности, что проявляется в снижении сопротивления изоляции готового монтажа. Это объясняется более высокой химической активностью остатков флюса. Таким образом, паяемость и надежность, в большинстве случаев, - взаимоисключающие факторы.
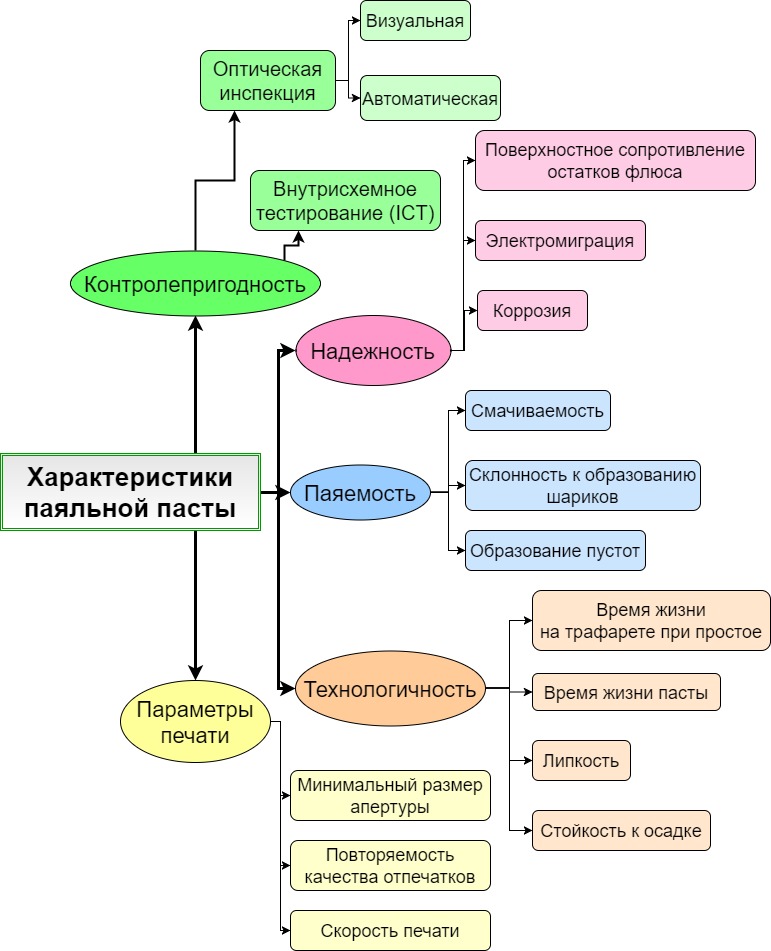
Рис. 3. Основные характеристики, учитываемые при разработке или выборе паяльных паст
В идеале, для пайки без отмывки нужна паста без галогенов, но с паяемостью, как у галогенсодержащей пасты.
Трудность заключается в повышении химической активности безгалогенных безотмывочных паст. В большинстве таких паст в качестве активатора вместо галогенсодержащих соединений используются органические кислоты, причем чем меньше молекулярный вес кислоты, тем больше способность активации. Поскольку активирующее действие органических кислот гораздо слабее, чем у галогенсодержащих компонентов, стараются ввести в систему флюса пару десятков относительно активных органических кислот.
Вместе с тем такие высокоактивные органические кислоты поглощают влагу. Это чревато: оставшаяся в остатках флюса на поверхности подложки кислота при взаимодействии с водой ионизируется, что уменьшает поверхностное сопротивление изоляции и ведет к электромиграции.
В системах активации в паяльных пастах (здесь автор опирается на технические данные по пастам фирмы «KOKI») используются менее гигроскопичные органические кислоты и специально разработанный безионный активатор. Эта специальная система не диссоциирует на ионы, ее электрические свойства стабильны, а активирующая способность не уступает галогенам. Благодаря высокой температуре активации, безионный активатор в сочетании с тщательно подобранными органическими кислотами делает активацию на стадии оплавления более длительной. В результате паяемость улучшается не в ущерб надежности.
Вот примеры популярных типов паст:
- паяльная паста для высокоскоростной печати;
- паяльная паста с высокой смачивающей способностью;
- паяльная паста для автоматического внутрисхемного тестирования;
- универсальная паста с чрезвычайно длительным временем жизни на трафарете.
| Стадии жизненного цикла пасты | Контролируемые характеристики |
|---|---|
| Хранение | Неизменность вязкости и паяемости |
| Нанесение пасты | Тонкая печать с шагом 0,5 мм и сверхтонкая - с шагом 0,4 мм. Время жизни после нанесения. Растекаемость пасты. Отделяемость от стенок апертур трафарета. Скорость печати (нормальная - до 100 мм/с, скоростная - 200 мм/с и более). Тиксотропный индекс (изменение вязкости в процессе оплавления). Полнота заполнения апертур. Размазываемость пасты по трафарету (паста должна образовывать плотный валик перед ракелем). |
| Монтаж компонентов | Клейкость. Стойкость пасты к осадке (растеканию). |
| Оплавление | Образование перемычек (короткие замыкания). Наличие частиц припоя в остатках флюса. Выворачивание и отрыв компонентов (tombstoning). Смачиваемость (образование галтели припоя). |
| Контроль качества | Остатки флюса должны обеспечивать бесперебойную работу АОИ - автоматической оптической инспекции. Для паяльных паст, предназначенных для последующего ICT-контроля, остатки флюса должны быть пластичными и оставаться на зондах. |
| Качество отмывки | При необходимости отмывки от остатков флюса она должна быть полной, без белого налета. |
СОСТАВ ПАЯЛЬНЫХ ПАСТ
Паяльные пасты состоят из припоя и флюса (см. рис. 2). При выборе комплекса припой + флюс для паяльной пасты учитывают характеристики, приведенные на рис. 3.
Порошок припоя
Для производства порошка припоя используют методы газового и центробежного распыления. Особенности метода газового распыления:
Получение частиц малого размера;
Легкость управления процессом образования окисной пленки на поверхности частиц;
Низкий уровень окисления частиц припоя.
Полученные частицы порошка припоя имеют размеры 1–100 мкм. На распределение размеров частиц припоя и их диаметр влияет скорость подачи припоя, скорость вращения шпинделя и содержание кислорода.

Рис. 4. Получение порошка припоя газовым распылением
Порошок получают в емкости высотой около 5 м и диаметром 3 м, которая заполнена азотом и кислородом очень малой плотности (см. рис. 4). Слитки припоя плавят в тигле, расположенном в верхней части резервуара. Расплавленный припой капает вниз на шпиндель, вращающийся с большой скоростью. Когда капли припоя попадают на шпиндель, происходит разбрызгивание припоя в направлении стенок резервуара, при этом припой приобретает сферическую форму и затвердевает до того, как эти частицы достигнут стенки резервуара.

Рис. 5. Степень окисления частиц припоя в зависимости от их размера
Затем порошковый припой попадает на сортировочное сито, где лучше всего использовать метод двойной сортировки порошка припоя. На первой стадии порошок сортируют струей азота от воздуходувки. При этом отсеиваются частицы с размерами меньше нужного. Затем порошок идет на сито, где задерживаются частицы с размерами, превышающими заданные величины.
Паяльные пасты с размером частиц 20–38 мкм применяются при монтаже печатных плат с шагом апертур трафарета до 0,4 мм, а с размером 20–50 мкм - для шага от 0,5 мм.
На качество порошков влияют два фактора.
Распределение размера частиц влияет на реологию паяльных паст, печать, растекаемость, характер отделения от трафарета и показатели осадки паст. Минимальный размер апертур трафарета зависит от минимального размера контактных площадок на печатной плате, при этом максимальный размер апертуры меньше или равен размеру контактной площадки. Нужный размер частиц подбирайте из расчета, что в самую маленькую апертуру трафарета должно гарантированно уместиться не менее 5 частиц припоя, как показано на рис. 12.
Флюс
Второй компонент паяльной пасты - это флюс. Роль флюса в паяльных пастах та же, что и при пайке «волной припоя», или селективной пайке. Флюс должен:
Удалить оксидную пленку и предотвратить повторное окисление в процессе пайки. Металлические поверхности в условиях высоких температур при оплавлении быстро окисляются. Твердые компоненты флюса при этих температурах размягчаются и переходят в жидкое состояние, покрывая и защищая спаиваемые поверхности от повторного окисления. Флюс восстанавливает металл и удаляет оксидную пленку с поверхности контактов электронных компонентов, финишного покрытия печатной платы и поверхности порошка припоя;
Удалить загрязнения. Впрочем, флюс не справится с большим количеством пото-жировых отпечатков, поэтому лучше плату брать в руки в перчатках;
Обеспечить стабильность вязкости пасты, требующуюся при печати и оплавлении.
Основные флюсующие компоненты и их роль указаны в таблице 3.
| Группа | Вещества | На что влияют | Пояснение |
|---|---|---|---|
| Активаторы | Аминхлоргидрат. Органические кислоты и т.д. | Активирующая способность (паяемость). Надежность (поверхностное сопротивление остатков флюса, уровень электромиграции и коррозии). Срок хранения. | Именно эти компоненты в основном обеспечивают эффективное удаление окислов. Активаторы не только размягчают и переводят в жидкую форму древесные смолы, они также смачивают поверхность металла и реагируют с окислами. |
| Канифоли | Древесная канифоль. Гидрированная канифоль. Диспропорционированная канифоль. Полимеризующаяся канифоль. Канифоль, денатурированная фенолом. Канифоль, денатурированная эфиром. | Печать. Паяемость. Стойкость к осадке. Клейкость. Цвет остатков флюса. Контролепригодность. | Эти виды канифоли размягчаются на стадии предварительного нагрева (температура размягчения 80–130°С) и растекаются по поверхности частиц припоя и по подложке. Фирма «KOKI» обычно использует натуральные древесные канифоли. В зависимости от вида обработки они имеют различный цвет (чаще всего желтый или желто-оранжевый), активирующую способность и температуру размягчения. Для управления технологическими свойствами (осадкостойкостью, клейкостью и т. д.), а также свойствами остатка (его цветом, пластичностью, способностью обеспечивать тестируемость схемы) обычно в состав флюса входит не менее 2–3 различных видов канифоли. |
| Тиксотропные материалы | Пчелиный воск. Гидрированное касторовое масло. Алифатические амиды. | Четкость печати. Вязкость. Тиксотропность. Стойкость к осадке. Запах. Отмываемость. | Эти компоненты позволяют обеспечить стойкость пасты к напряжениям сдвига, возникающим в процессе печати и установки компонентов на плату, и восстанавливают вязкость пасты после нанесения ее на подложку. Дополнительные компоненты обеспечивают легкое отделение пасты от трафарета, что улучшает качество печати. |
Рассмотрим теперь факторы, влияющие на качество печати.

Рис. 6. Факторы, влияющие на качество печати
ПРИНТЕРЫ
Электронная промышленность развивается, и плотность монтажа компонентов на печатной плате растет, а размер компонентов уменьшается. Из-за этого требования к характеристикам и качеству паяльных паст ужесточаются.
Критичный фактор при монтаже печатных плат с высокой плотностью монтажа компонентов - выбор оборудования и параметров печати, а также качество и характеристики паяльных паст. Это означает, что даже если подобрана потенциально очень хорошая паяльная паста, результат может оказаться удручающим только из-за неправильной установки рабочих параметров принтера или неудачного подбора ракеля и способа изготовления трафарета.
Факторы, определяющие качество печати, перечислены на рисунке 6. Рассмотрим их подробнее.
Трафареты
Способы изготовления трафаретов (см. рис. 7):
Химическое травление;
Лазерная резка;
Гальванопластика.
Прежде использовались трафареты, полученные химическим травлением, в силу их относительной дешевизны. Однако форма апертур таких трафаретов не позволяет получать качественную печать при размере апертур менее 0,5 мм.
Трафареты, изготовленные лазерной резкой, имеют меньший размер апертур, но на стенках апертур остается окал, получившийся в результате плавления металла. Без дополнительной обработки такие трафареты невозможно использовать для апертур шириной менее 0,4 мм или под корпуса BGA c диаметрами площадок 0,25–0,3 мм. Эта проблема легко решается путем электрополировки трафаретов, которая убирает шероховатость со стенок апертур, что позволяет использовать такие трафареты при размере апертур до 0,2 мм.
Третий метод - гальванопластика - дает трафареты с размером апертур до 0,1 мм. Используется крайне редко, потому что такой размер апертур практически не используется, а стоимость производства высока.
Толщина трафарета определяется минимальными размерами и шагом между апертурами. Чем тоньше трафарет, тем лучше результаты при печати, поскольку тонкие трафареты вызывают меньшее напряжение сдвига в пасте при отделении от подложки (см. рис. 8).


Рис. 8. Чем тоньше шаблон, тем меньше сдвигается паста при отделении от подложки
Желательно, чтобы размер апертуры был несколько меньше площадки на печатной плате, чтобы скомпенсировать растяжение трафарета, допуски на совмещение и осадку паяльной пасты. Пример апертуры под контактную площадку вывода корпуса QFP (шаг 0,5 мм) приводится на рисунке 9.


Рис. 11. В отверстиях со скругленными углами адгезия между пастой и стенками отверстий меньше

Рис. 12. В самое маленькое отверстие трафарета должны вписываться от 4 до 5 самых больших шариков припоя
Геометрическая форма апертур сильно влияет на число дефектов пайки. Поэтому к изготовлению трафаретов нужно подходит очень ответственно, как на этапе конструирования, так и на этапе изготовления.
Правила расчета размеров апертур иллюстрирует рисунок 10. Рисунок 11 показывает, что при использовании апертур со скругленными углами уменьшается адгезия между пастой и стенками апертур при отделении трафарета от подложки, что уменьшает искажение отпечатка.
Что касается минимального размера апертур, то не менее 5 самых больших шариков припоя должны вписываться в самую маленькую апертуру по ее меньшей стороне (см. рис. 12).
Ракели
Ракели бывают резиновыми и металлическими. Резиновые ракели подразделяются по форме на квадратные, плоские и сабельные (см. рис. 13). Нельзя сказать, какой из ракелей лучше: от рабочего угла ракеля зависит растекаемость пасты, а хорошая растекаемость дает должное заполнение каждой апертуры паяльной пастой.
Рабочий угол сабельного ракеля составляет 70–80°. Поскольку сила, направленная вниз, относительно невелика, такой ракель больше подходит для паст с низкой вязкостью.
У квадратного ракеля рабочий угол составляет 45°. Он оказывает высокое давление на паяльную пасту, поэтому его лучше применять для высоковязких паст. Если работать этим ракелем с низковязкими пастами, то паста затечет под трафарет (см. рис. 14).
Рабочий угол плоского ракеля - 50–60°. Изменяя угол наклона, можно работать с пастами различной вязкости.
При работе с резиновыми ракелями надо постоянно следить, чтобы рабочая кромка всегда была острой. При износе кромки приходится увеличивать нажим, чтобы избежать размазывания пасты. При этом возрастает и давление, под которым происходит заполнение апертур пастой, что увеличивает трение между частицами припоя и неблагоприятно влияет на отделяемость пасты от стенок апертур.
В отличие от резиновых, жесткие металлические ракели не изнашиваются, работают долго и не захватывают пасту из отверстий.

Я искал какой-нибудь способ подготовки моих самодельных печатных плат. Одно из решений, которое пришло мне в голову — это оплавление паяльной пастой. Другое очень крутое использование паяльной пасты — это ремонт латунных деталей — таких как трубы, тромбоны и тубы, потому что все, что нужно сделать, это разогреть соединение с намазанной пастой, и при правильной температуре оно склеивается.






Показать еще 11 изображений











Если вы искали паяльную пасту в интернете, то знаете, что она стоит очень немало. Мне было интересно, можно ли сделать паяльную пасту своими руками начального уровня в домашних условиях. Посмотрев несколько форумов, я нашел диалог, в котором кто-то использовал стружку из припоя смешанного с флюсом и у него получилось заменить припойную пасту.
Я решил попробовать сделать состав, и в процессе выяснилось, что это намного проще, чем я думал. Вся суть в том, что работа с предварительно обработанными платами становится намного проще, и время пайки значительно сокращается.
Предупреждение: этот проект содержит работу со свинцовой стружкой. Работайте в хорошо вентилируемой зоне и надевайте маску и перчатки. Также убедитесь, что материалы не попадают в пищу.
Что вам понадобится:
- Твердый припой — 50-50 или 60-40. Вы можете использовать припой с флюсом, но не на кислотной основе, поскольку она будет разъедать ваши компоненты.
- Напильник — мелкий или средний. С более мелким придется потратить больше усилий, но паста будет качественнее.
- Флюс для припоя — также называется паяльной пастой, но не путайте с реальной паяльной пастой. Убедитесь, что основой пасты не является кислота! Недобросовестные магазины продают такие вещи.
- Печь, источник огня или духовка.
Эта инструкция включает в себя 12 шагов.
Шаг 1: Подготовьте куски припоя для плавки
- Разрежьте припой на полоски или кусочки
- Сделайте емкость для плавления из алюминиевой фольги. Сложите фольгу в несколько слоев, чтобы свинец не просочился и не испортил вашу печь.
- Сделайте «лодочку» или «миску»
Шаг 2: Подвергните припой температурной обработке
Вам нужно довести твердый кусок припоя до состояния большой капли. Я использовал печь на самом высоком уровне жара в течение 40 минут.
Вы можете также поместить алюминиевую лодочку на металлический противень поверх решетки. Предупреждение: не кладите емкость прямо на источник тепла, так как в алюминии появится дырка и свинец вытечет. После того как припой расплавится, выньте его и остудите. Форма на выходе не имеет значения.
Шаг 3: Охлаждение и предварительная подготовка
Уберите алюминиевую фольгу.
Примечание: удостоверьтесь, что вы полностью удалили следы алюминия, чтобы он не попал в пасту для пайки оловом.
Шаг 4: Измельчение куска припоя
Это просто: при помощи напильника измельчите свинец в мелкий порошок. Обратите внимание, что если вы трете слишком сильно, песок будет слишком крупным и припой начнет нагреваться, поэтому время от времени припой нужно поворачивать.
Обязательно наденьте защитную маску и перчатки!
Шаг 5: Смешайте порошок с флюсом
Шаг 6: Первый тест
После нескольких тестов на платах я решил попробовать смесь в реальном проекте. Для этой цели я взял классический базовый предусилитель и решил пересадить его в ленточный микрофон RCA Varacoustic; предусилитель улучшит звук микрофона, даст ему фантомное питание и его можно будет реально использовать.
Я спешил, чтобы похвастаться, поэтому, к несчастью, не очистил весь фоторезист (синий осадок на некоторых панелях и дорожках). В этих местах припой не сядет должным образом. В следующий раз я вымочу плату в пищевой соде, вместо того чтобы быстро очистить её.
Шаг 7: Добавляем тонкий слой пасты
Я покрыл плату, как мне казалось, тонким слоем пасты. Позже выяснится, что я должен был положить меньше пасты и размазать. Не так важно, где находится припой. Как только флюс и припой расплавятся, припой волшебным образом покроет медные дорожки.
Совет: для лучших результатов травления, экспонирования и лужения эффективно будет очистить плату при помощи кухонного чистящего средства типа Comet, это лучше, безопаснее и быстрее, чем использование ацетона.
Шаг 8: Нагреваем плату — часть 1
Для демонстрации я использовал паяльный фен. Если ваш фен нагревается до 260 градусов Вы можете использовать метод пайки-сварки с оплавлением.
Шаг 9: Нагреваем плату — часть 2
Здесь я сфотографировал процесс на полпути — просто чтобы показать, как паста течет по дорожкам.
Шаг 10: Почти готово
После того как припой полностью растекся по плате, сверху останется слой флюса, который нужно будет очистить используя Comet или мыло с водой. Вы можете использовать абразивы, чтобы избавиться от флюса.
Шаг 11: Финальная версия платы
Как вы видите, для первой попытки вышло неплохо — никаких перебоев в дорожках! Сборка платы становится очень простой. Вы можете таким же образом крепить SMD детали к плате (я попробовал, на плате есть несколько элементов SMD, которые легко прикрепились).
Шаг 12: Конечный результат
В результате вышел экономный и нетрудоемкий способ заменить канифоль, которой хватит надолго.
Радиолюбители давно облюбовали такое новшество как паяльная паста. Изначально она была придумана для пайки SMD компонентов при машинной сборке плат. Но сейчас такую пасту многие применяют для обычной ручной пайки деталей, проводов, металлов и т.п. Оно и понятно – все в одном под рукой. Ведь почти фактически паяльная паста - это смесь флюса с припоем.
На самом деле, чтобы сделать паяльную пасту для нужд радиолюбителей, потребуется не так уж много сил, времени и ингредиентов.
Для изготовления паяльной пасты нам потребуется:
- Вазелин медицинский. Используется как загуститель;
- Флюс ЛТИ-120 или другой жидкий.
- Пруток оловянно-свинцового припоя;
- Паяльный жир. А уж если найдете «активный жир» так вообще красота.
Как сделать паяльную пасту?
Весь процесс необыкновенно прост.Начинаем мы с измельчения припоя. Я взял толстый трубчатый кусок и начал его измельчать напильником, надфилем и механической насадкой на дрель. Что будете использовать вы – решать вам. Но я за механику, так как ручной труд слишком долог и кропотлив.


Чем меньше крошка – тем лучше. Требуется небольшое количество.

Затем добавляем вазелин в пропорции 1:1 и немного флюса ЛТИ (эти два ингредиента можно заменить паяльным жиром).


Все тщательно перемешиваем.


Для лучшего размешивания смесь можно нагреть на водяной бане или обычным паяльником, убавив его нагрев до 90 градусов Цельсия.
Далее для хранения перекладываем получившуюся пасту в шприц с толстой специализированной иглой. Или вообще без иглы.
На этом паста готова к использованию.









